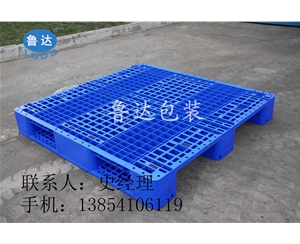
天津物流周转塑料托盘 黑龙江塑料托盘生产厂家
中空吹塑托盘的优点为:投入资金少,用大型挤吹中空成型机生产中空吹塑托盘,一机多用,降低投资成本,且模具成本低,投资少;外形美观,根据制品承重的特点,从力学原理入手,在模具上设计不同排列形式的圆形立柱及不同方向的凹槽,使制品表面带有防滑颗粒,由于使用冷冻水快速冷却,使制品表面平整,有较高的尺寸精度;性能优良,制品经挤出吹胀一次成型,成型过程快速,物料在高融状态快速吹胀冷却定型,可消除内应力,使制品内在质量和性能稳定,符合国家标准要求;安全性好,不助燃、不导电、防滑、无毛刺飞边、无其他辅助连接,可确保货物和作业者的安全;寿命长,制品通过添加防老剂可提高户外使用寿命,一般条件下可用5年以上;恶劣环境下可用2年。使用寿命为木托盘的5~7倍、钢托盘的2~3倍;环保性能好,制品无毒无味,耐酸碱盐的腐蚀,易于清洗消毒,不腐烂,同时废旧托盘可回收利用,符合环保要求;运输成本低,托盘质量轻,可大幅度降低集装箱货物运输时的费用,进行对外贸易时,出入境无需像木托盘那样由卫生检疫部门进行熏蒸、清毒等处理;维护费用低,塑料托盘不需要修理、保养,即使外表损坏,只要内部的立柱粘接完成,就不影响正常使用;适应性强.中空吹塑托盘双向四向均可操作,又有双面、单面两种形式,可用各行各业,提高工作效率和空间利用率;承载能力强,由于托盘按受力情况合理地进行了结构设计,使得承载能力强,均匀分布的承载能力为:静载荷30~40kN;动载荷20~30kN;架空载荷为10kN。
中空吹塑托盘的缺点为:后加工工序复杂,中空吹塑托盘的后加工工序较复杂,每个制品的飞边(约占制件总重的30%)都需要修整,而修下的大量飞边要进行分割、破碎工作,且每个制品在冷却24h后还要用电锯削切叉口,产生的边角料也要进行粉碎;生产效率较低,生产中空吹塑托盘时虽采用冷冻水,以提高制品质量和生产率,但因制品有较大的飞边,整体消耗原料较多,这就要求设备有足够高的塑化能力,以缩短成型周期。中空吹塑托盘成型周期较长,一般1个周期为5~6min;而注射成型托盘1个成型周期约为3min,相对而言生产效率较低;制品刚度较低,由于成型方法不同,中空吹塑托盘的刚度不如注塑托盘,虽可通过添加增强剂来改善制品的刚度,但填充增强剂又会加快设备螺杆的磨损。
1)吹塑机械(尤其是吹塑模具)的造价较低(成型相似的制品时,吹塑机械的造价约为注射机械的1/3~1/2),制品的生产成本也较低。
(2)吹塑中,型坯是在较低压力下通过机头成型并在低压(多数为0.2~1.OMPa)下吹胀的,因而制品的残余应力较小,耐拉伸、冲击、弯曲与环境等各种应变的性能较高,具有较好的使用性能。而在注射成型中,熔体要在高压(15~140MPa)下通过模具流道与浇口,这会导致应力分布不均匀。
(3)吹塑级塑料(例如PE)的相对分子质量比注射级塑料要高得多。因此,吹塑托盘具有较高的冲击韧性和很高的耐环境应力开裂性能,适于生产包装或运输洗涤剂与化学试剂的容器或大桶。
(4)由于吹塑模具仅由阴模构成,故通过简单地调节机头模口间隙或挤出条件即可改变制品的壁厚,这对无法预先准确计算所需壁厚的制品很有利。而对注射成型,改变制品壁厚的费用要高得多。
(5)吹塑成型可以生产壁厚很小的制品,这种制品无法通过注射成型来生产。
(6)吹塑成型可以生产形状复杂、不规则且为整体式的制品。采用注射成型时,要先生产出两件或多件制品后,通过搭扣配合、溶剂黏结或超声波焊接等组合在一起。
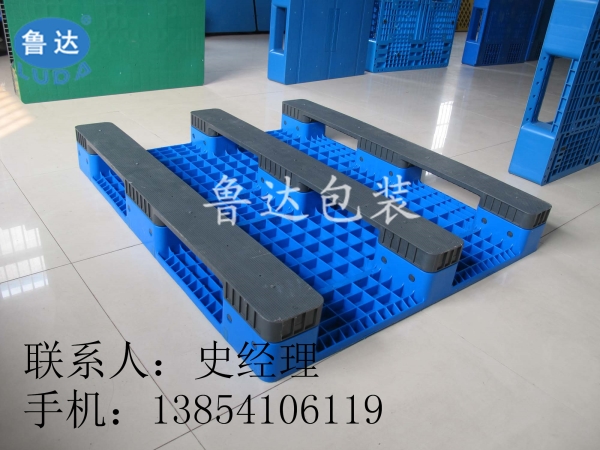
联系人:史经理
手机:13854106119
电话0531-88771161
地址:山东济南青宁工业园
网址:http://www.sdchanraomo.com.cn/